Fundición de campanas
- El proceso de fundición
- Construcción de un molde de campana
- El molde
- El caldo
- Solidificación de la pieza
- Fabricación integral de una campana de bronce
- Montaje del molde
- Fusión
- La colada
El proceso de fundición
Una pieza fundida, representa la fase final de una serie de procesos metalúrgicos que se mantienen casi inalterables desde que se descubrió la fusión y colada de los metales. En estos procesos hay tres fases que desde la Edad de Bronce han marcado las pautas de lo que es una pieza fundida. Estas fases son Moldeo, Fusión y Colada.
La forma más primitiva de molde es la que conocemos en la elaboración de puntas de lanza, herramientas y útiles de labranza, que se construían en la Edad de Bronce. Estos moldes se elaboraban vaciando con útiles duros, la superficie de una piedra arenisca (rodeno, galdácano etc.). Generalmente el molde lo constituían dos placas que se complementaban previamente selladas con arcilla y en las que ya iba incorporado el embudo de colada.
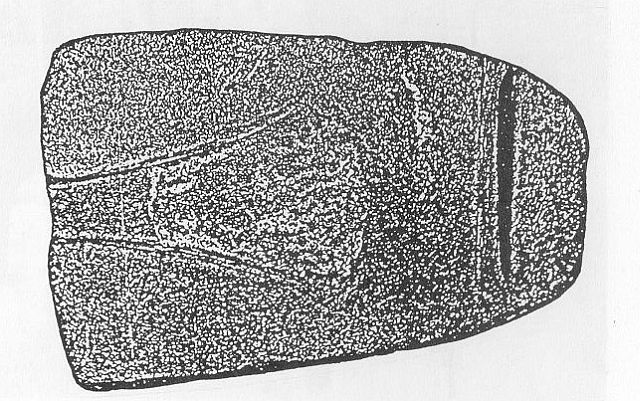
Molde de hacha prehistórica - Foto CABRELLES MARTÍNEZ, José Luis (1990)
Un molde consta generalmente de dos semimoldes, llamados semimolde de la parte alta y semimolde de la parte baja. Por lo general el semimolde de la parte alta lleva incorporado el embudo de colada, el bebedero y los respiros, y la parte baja del semimolde aloja los canales de ataque a la pieza y la salida de ésta a los respiros. Estos semimoldes están alojados en sus respectivas cajas de moldeo que pueden ser metálicas y rara vez de madera. El encaje o montado de una caja de moldeo sobre la otra, se hace lo más preciso posible a través de un juego de orejas y guías que cierran las cajas con ayuda de unas bridas. Los dos moldes son sellados con barro muy fino para evitar fugas de caldo en la separación. Este tipo de moldeo es el que con ligeras modificaciones está vigente en las fundiciones modernas.
Hay otros procesos de moldeo que se pierden en el tiempo, y que tienen como protagonista fundamental un material tan conocido como es la cera. Los moldes utilizados son modelos a la cera perdida, forman parte de una familia de técnicas y procesos que se perdieron en la Alta Edad Media, y que paradójicamente, la tecnología punta de la aviación moderna y naves espaciales, ha recuperado. Esta técnica del molde a la cera perdida se ha utilizado tradicionalmente en la fabricación de campanas y estatuas de bronce. Los detalles técnicos del proceso han quedado bastante más reflejados en los documentos de la construcción de campanas por ser más habitual y popular.
Tenemos el ejemplo de los documentos descubiertos por José Sánchez Real en los archivos de la Parroquia de San Miguel de Burjassot (Valencia), sobre gastos y detalles en la elaboración de una campana de 2.600 kilos para la torre del Micalet, año 1405 - Revista Investigación y Ciencia.
Construcción de un molde de campana
Sobre este tema existen artículos muy interesantes, como el que se refleja en los documentos reseñados anteriormente por José Sánchez Real, del que hemos extraído notas muy interesantes. Es difícil obtener datos y apuntes gráficos en los talleres donde actualmente se confeccionan las campanas. Primero porque quedan pocos, y se muestran esquivos a dar datos que no sean los puramente superficiales que conocemos todos. Por otra parte es difícil obtener fotos y diapositivas, por el motivo antes apuntado y por las dificultades del taller en sí, pues, normalmente son talleres pequeños con mala iluminación y poco aptos para montar el tinglado necesario.
Construyendo el macho - Foto CABRELLES MARTÍNEZ, José Luis (1990)
En la elaboración de campanas se pueden distinguir dos tipos de procesos, el que se realiza en el taller generalmente para la confección de campanas pequeñas fundidas en hornos de crisol, y el que se realiza al aire libre in situ, prácticamente al pie del campanario.
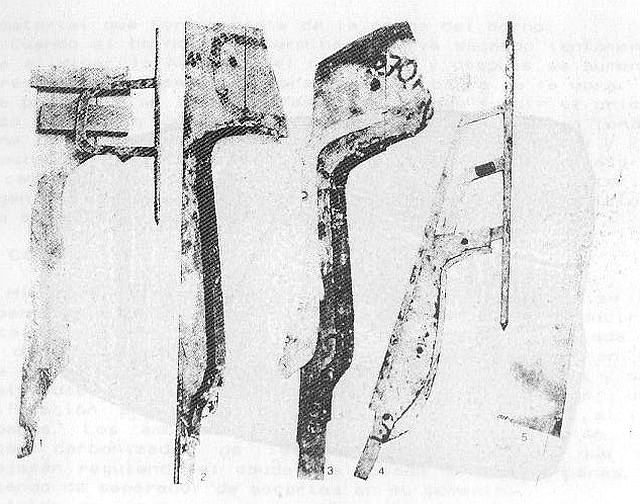
Terrajas o plantillas - Foto CABRELLES MARTÍNEZ, José Luis (1990)
Este último proceso que fue muy potenciado por campaneros Asturianos, tiene su representante en los componentes de la Empresa Portilla Limitada S.A., tradicional familia de campaneros. La suerte hizo que promocionada por la Consejería de la Rioja, hubiera una demostración a campo abierto sobre fundición de campanas. Tomé contacto con Abel Portilla y más tarde con Miguel, con los que tuve la suerte de recibir toda la información detallada comparando procesos tradicionales con los que están al día en materia de fundición de metales, arenas de moldeo, untos, hornos de fusión etc. Es curioso que estos profesionales han sabido combinar procesos tradicionales como son los del moldeo a la cera perdida, con el proceso de moldeo con poliestireno expandido de implantación reciente.
Construyendo el molde - Foto CABRELLES MARTÍNEZ, José Luis (1990)
No pude resistir la tentación de averiguar si de alguna manera, la fundición de campanas había sido llevada hacia los procesos y los materiales modernamente utilizados en las fundiciones actuales, pues por deformación profesional por mi parte, después de 30 años trabajando y dirigiendo una fundición, consideraba más rápido y menos arriesgado el fundir campanas utilizando las arenas de moldeo y las técnicas actuales. La respuesta fue inmediata, pues ellos que trabajan mucho en América donde han fundido muchas campanas para viejas Ermitas y Ranchos, conocen del resultado de estas modernas campanas moldeadas, fundidas y mecanizadas con procesos modernos, e inciden en que el sonido no se parece en nada al sonido original. También hay dificultad en reproducir fielmente los relieves que adornan las campanas tradicionales. El resultado es que la demanda está centrada siempre en la elaboración clásica y tradicional, tal como se hacia en la Edad Media. Estos profesionales utilizan terrajas que tienen el diseño de las originales, y algunas originales siguen utilizándose directamente.

Construyendo el molde - Foto CABRELLES MARTÍNEZ, José Luis (1990)
Si nos ponemos a analizar el porqué no haremos otra cosa que poner en marcha, ni más ni menos, que una función cotidiana en la profesión de todo fundidor. El fundidor sabe que cada pieza es un problema nuevo, y cada defecto tiene una causa. Fundir es estar constantemente investigando el binomio causa - efecto. La contestación, al porqué las campanas fabricadas con los procedimientos clásicos tienen una mejor calidad de sonido, lo encontraremos analizando las características del molde y del caldo.
El molde

Construyendo el molde - Foto CABRELLES MARTÍNEZ, José Luis (1990)
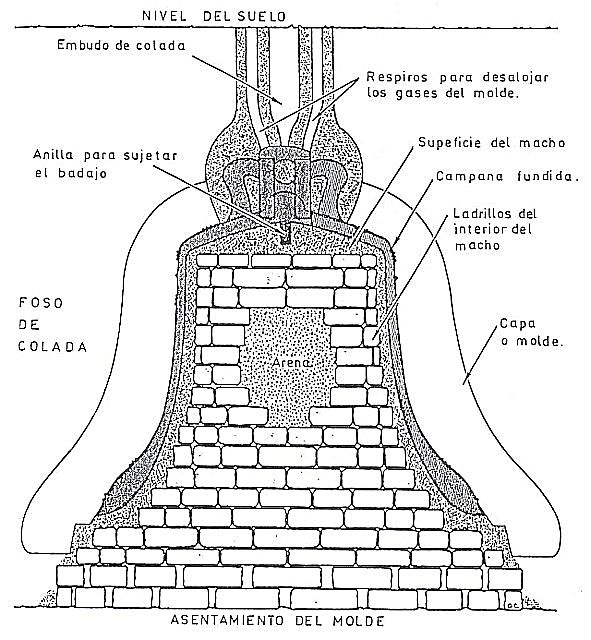
El molde es de barro seco, con una permeabilidad mínima, si tenemos en cuenta la granulometría de la arena utilizada que está, sobre los 150 a 200 A.F.A., y si comparamos con la granulometría de una arena actual aglomerada con resinas furánicas, ésta suele estar sobre 70 a 80 A.F.A.
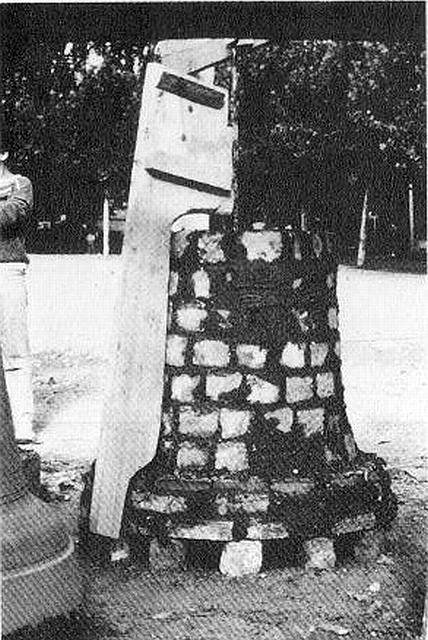
Preparando los moldes - Foto CABRELLES MARTÍNEZ, José Luis (1990)
Pero especialmente tenemos que apoyarnos en la extrema rigidez del macho, que es lo que da la forma al hueco de la campana. Este macho está formado por una capa exterior de barro seco, la cual a su vez se sustenta sobre una estructura de ladrillo cocido, relleno éste de arena prensada.
El caldo
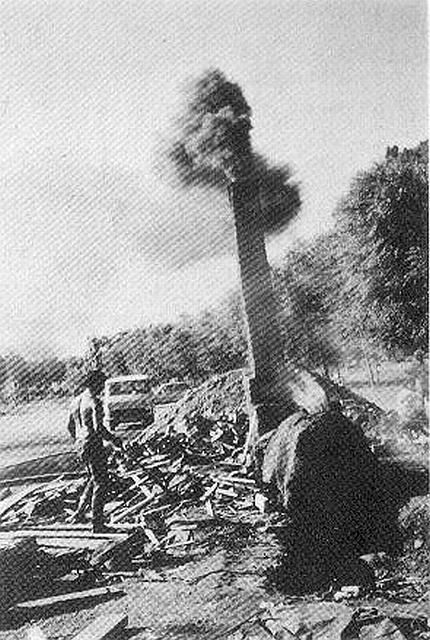
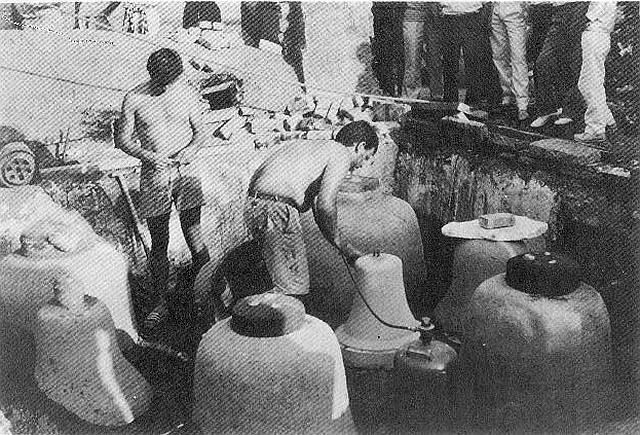
El horno en acción - Foto CABRELLES MARTÍNEZ, José Luis (1990)
El material tiene la composición clásica del Bronce campana (80% de cobre y 20% de estaño). Es evidente que la composición de la aleación no es problemática. Entonces nos tenemos que fijar en el proceso de elaboración del metal fundido, o sea en el tipo de horno, y aún más, en el tipo de combustible. El tipo de horno utilizado para fundir la campana que nos ocupa, es un horno de reverbero. La característica fundamental de este tipo de hornos es que consta de un lecho de fusión, donde se coloca el material a fundir, y recibe directamente el lametazo de la llama que se produce en el hogar, situada a la izquierda, estas llamas y el calor salen por la chimenea que está a la derecha, pasando por el centro calentando y fundiendo el bronce allí depositado.
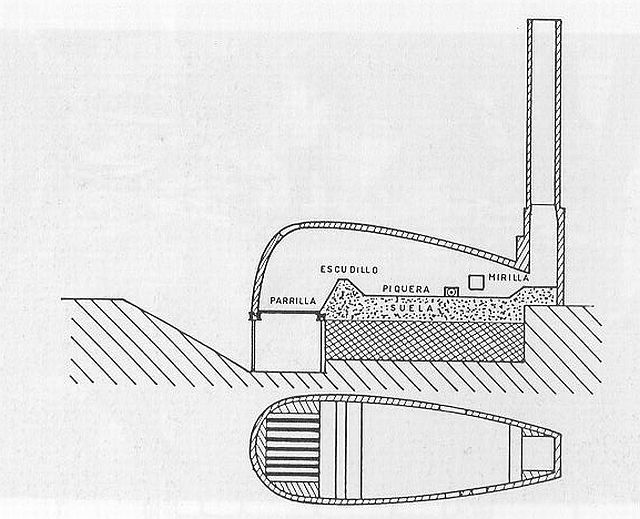
Esquema del horno - Foto CABRELLES MARTÍNEZ, José Luis (1990)
Una vez situados con el tipo de horno utilizado, nos preguntamos: ¿Por qué los hornos modernos de combustión, sacan caldos gasificados, causantes de poros y sopladuras, y las campanas no tienen estos defectos?. La respuesta es sencilla;- El combustible del horno de campanas es la madera, y atención, la madera de pino es mala, ha de ser de haya, roble, encina, etc. (madera no resinosa). ¿Podría ser el carbón o fuel el combustible ideal?. Tienen mas calorías y se fundiría más rápido. Pues no, los campaneros no tienen prisa, lo que quieren es que la campana no tenga poros. Por ello no utilizan estos materiales ya que contienen los elementos que promueven los poros como son el azufre, el nitrógeno, el hidrógeno etc. Bueno pues, ya sabemos que con el procedimiento tradicional el caldo precisamente no provoca la formación de poros en la pieza, porque no aporta al bronce burbujas de gases nitrosos, sulfurosos o inclusiones de gas hidrógeno.
El horno en acción - Foto CABRELLES MARTÍNEZ, José Luis (1990)
¿Por qué nos podemos permitir el lujo de confeccionar un molde tan rígido y con una permeabilidad tan baja?. Simplemente por dos razones:
- Primero, porque el caldo no está gasificado, y el único gas que hay que desalojar, es el aire que llena el molde de la campana, aire que no se diluye en el caldo, pues es rápidamente desalojado por los respiros del molde en el momento de la colada, y si queda algo cuando la campana está colada, se desaloja a través de la pequeña, aunque suficiente, permeabilidad del molde que lo envuelve.
- Segundo, porque la campana es una pieza de revolución, con un espesor bastante uniforme en toda la sección y por tanto poco susceptible de provocar grietas en caliente por efecto de la contracción de la solidificación.
Solidificación de la pieza

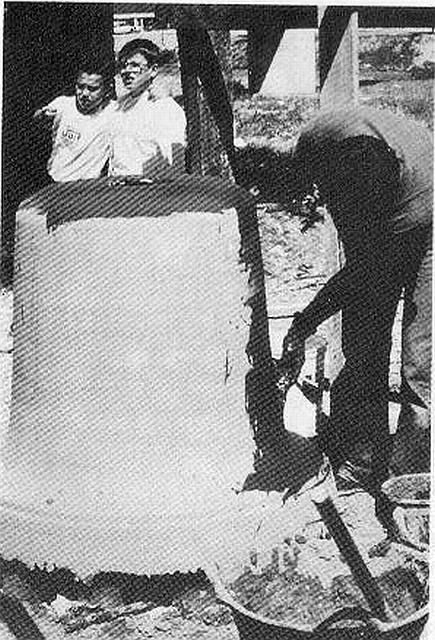
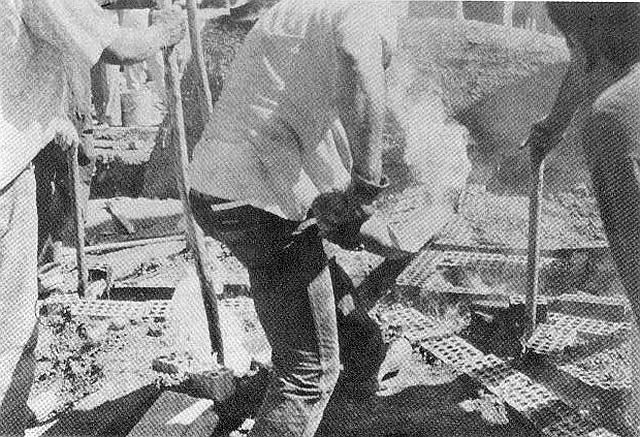
Sacando las campanas de los moldes - Foto CABRELLES MARTÍNEZ, José Luis (1990)
Conociendo estas dos condiciones especiales que concurren en la elaboración del caldo y en las características del molde, vamos a deducir pues el tipo de solidificación y el tipo de estructura metalográfica que tendrá el bronce de la campana.

Sacando las campanas de los moldes - Foto CABRELLES MARTÍNEZ, José Luis (1990)
Como veremos más adelante, las 26 horas que costó tener el caldo a punto para colar, fueron parte de las 30 horas que se utilizaron para apisonar la tierra en el foso de colada, alrededor de los moldes de barro de las campanas, terminando con la confección de los canales de colada a boca de horno. Esto quiere decir que los moldes estuvieron enterrados más de 30 horas. En una palabra, el bronce cuando sale de la piquera del horno a 950°C, tiene que llenar un molde relativamente frío, aproximadamente 15°C como máximo, molde muy masivo y compacto. Por otra parte la sección de la campana es relativamente delgada. Conclusiones, el enfriamiento en la pieza es muy rápido, o sea, dicho de otra manera, la solidificación es casi instantánea.
Esquema del molde - Foto CABRELLES MARTÍNEZ, José Luis (1990)
Con ello se consigue un grano de la aleación muy fino, ausencia de inclusiones en solución sólida fuera de los contornos de grano, homogeneización de tensiones de solidificación y por supuesto, y por último, como consecuencia de un macho rígido, una tensión residual de solidificación que es permanente.
Esquema del molde - Foto CABRELLES MARTÍNEZ, José Luis (1990)
Por otra parte la humedad de la tierra apisonada que rellena el foso de colada donde están alojados los moldes, fluye hacia la pieza ya solidificada, e inmediatamente la enfría, hecho que es evidente por la cantidad de vapor de agua que se desaloja a través de los respiros del molde, enfriamiento que en cierto modo se contempla como un temple superficial de la campana.
Todos estos fenómenos anteriormente expuestos, que por conocidos y experimentados a más de los que por tradición y profesionalidad conocen los Campaneros, es lo que hace que las campanas funcionen como tales. Como ya conocemos la poca eficacia de los métodos de moldeo moderno, o mejor dicho los técnicamente habituales, no tenemos más remedio que enterarnos como se moldea, se funde y se cuela una campana, para que al final funcione como tal, y además para que sea más entretenido, y para que esté al alcance de cualquiera que tenga el gusto de trabajar como se trabajaba en la Edad Media, por ejemplo.
Fabricación integral de una campana de bronce
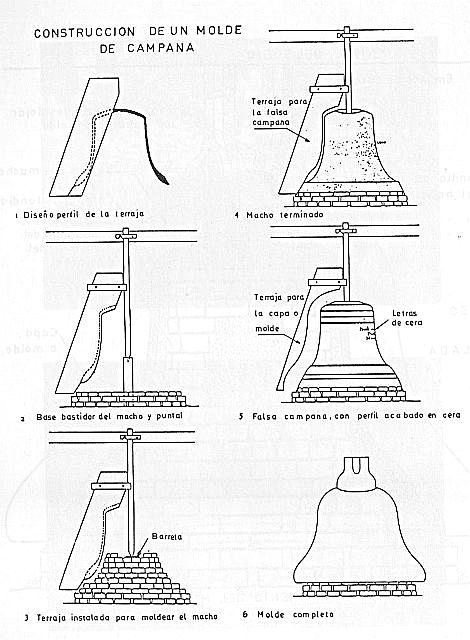
La característica de la campana que se desea construir influye decisivamente en la forma y diseño del modelo. De este diseño derivarán las características que configuran la forma, tamaño, y peso de la campana, así como la figura o perfil que interesa al sonido solicitado de la misma. Con todo estos datos se construyen o eligen las distintas terrajas, que son las que van a moldear las distintas fases que requiere un molde de campana.
De principio nos hacen falta como mínimo 4 terrajas:
- La primera para moldear el macho o noyo
- La segunda para moldear la parte basta de la falsa campana
- La tercera para perfilar el acabado de la falsa campana, en capa de molde a la cera perdida.
- La cuarta para terminar la capa o verdadero molde de la campana.
Teniendo como guía la terraja que ha de conformar el macho, se realiza con ladrillos (si son refractarios mejor), una base constituida por dos hileras de ladrillos que forman una corona circular y que descansa sobre ladrillos dispuestos en forma de tronera, con el fin de que den tiro a la leña que se introducirá en ellos. Estos ladrillos son unidos con una masa de barro y todo este conjunto recibe el nombre de muela o planta.
Teniendo como referencia el perfil de la terraja del macho se coloca una pletina en forma de "u" invertida sobre los ladrillos, teniendo como límite de longitud el diámetro exterior de la corona donde se asienta. Esta pieza se llama barreta, y tiene la función de ser el punto de apoyo del extremo inferior del árbol (eje) de las terrajas y tiene forma de cono invertido.
Se termina de construir el bastidor del macho con ladrillos ligados con barro, y con un poco de leña en las toberas se da fuego con el fin de secar y calentar esta primera fase. A continuación se construye un puente con dos tablones verticales indicados en el suelo, y una viga transversal que se situará a la altura que proceda en la manipulación de la terraja más alta. El tablón que forma la viga transversal que se situará a la altura que proceda en la manipulación de la terraja más alta. El tablón que forma la viga tiene en el centro un alojamiento cilíndrico, con una bisagra para alojar en dos mitades el segundo punto de apoyo del eje de la terraja que tiene la forma de un cilindro de 10 cm de altura. La verticalidad del eje de la terraja en los emplazamientos de los dos puntos de apoyo referido, se verifica con una plomada.
Una vez verificada la buena posición de la terraja que conformará el macho, se refuerza éste con alambres asegurando bien el bastidor de ladrillos que habíamos puesto a secar. El refuerzo es más intenso en la parte que conforma la muela. Se procede entonces a moldear el macho con barro que es generalmente reforzado con tiras de cáñamo, sobre todo en la parte baja y siempre con el fuego encendido en el interior de los ladrillos.
Este barro ha sido preparado antes en una artesa y se le ha añadido aleatoriamente y considerando la calidad del barro de la zona, ciertas cantidades de arena fina y de excremento de caballo, asno o mulo, con la condición de darle a la tierra de moldeo las características de permeabilidad y colapsabilidad correspondientes. El barro que corresponde al acabado fino del macho, está más trabajado y más seleccionado con el fin de que al realizar el último perfilado con la cuchilla de la terraja para que no se desmorone ni se formen grumos. En esta terraja del macho también se tornea el perfil del asiento de cierre y ajuste de la capa y que recibe el nombre de diente y encaje. La finalidad que se persigue teniendo permanentemente caliente la pieza que se está moldeando tiene una explicación en base a conseguir que la capa de barro que hemos proyectado, se quede lo más rápidamente adherida en la cara del asentamiento, y pueda resistir sin moverse al esfuerzo de cizalla que supone el conformado plástico al pasar la terraja en la cara opuesta de la capa, evitando el peligro de que desplace a toda la capa de barro depositada, o se desmorone por su propio peso. Una vez perfilado el macho, se extrae la terraja y se calienta con leña utilizando las troneras de la parte baja y formando tiro hacia la parte alta del macho que hace de chimenea.
Una vez seco el macho se le aplica a toda su superficie una lechada de cenizas, formando una capa que servirá de separación de la falsa campana que se confeccionará sobre el macho, y también esta ceniza nos protegerá contra lo que se llama reacción metal - molde en el momento de la colada.
Cuando está bien seca la capa de ceniza, se monta la terraja para moldear la falsa campana, que se va conformando con barro fino, esta vez no se añaden al barro elementos reforzantes. Cuando el barro está seco, se cambia a la terraja de perfilar y trabajaremos con ella sobre una capa constituida por una mezcla de sebo y resina al 10%, que se aplica caliente con una brocha. Esta capa de sebo se mantiene plástica teniendo el molde caliente, y es cuando se perfilan los adornos circulares y donde tiene lugar el acabado superficial del modelo de la campana. Los otros adornos se confeccionan por moldeo de una cera que tiene el 10% de resina. Esta mezcla de cera y resina una vez fundida en un cazo, se la comprueba vertiendo un chorro de la mezcla fundida sobre el agua de un pozal y comprobando su plasticidad estirando la mezcla enfriada y observando la resistencia a la rotura y el alargamiento que le precede. Esta cera cuando está en fase plástica se aplica sobre unos moldes vaciados en madera dura a la que previamente se le ha dado una pasada de agua con jabón. Estas tablillas de madera reproducen fielmente las formas y figuras, que como una pegatina se van adhiriendo a la fina capa de sebo que forma la piel de la falsa campana.
Una vez colocados todos los adornos y letras de cera ya podemos decir que tenemos un molde a la cera perdida.
Cuando esta capa de cera está fría, se prepara una papilla formada por una mezcla de barro muy fino, con claras de huevo y sangre, todo esto bien batido en un recipiente, se aplica sobre la superficie encerada con una brocha, procurando rellenar muy bien todos los relieves del modelo de cera. A estas primeras manos del molde se le denomina lisa. Se deja secar al aire, y cuando está seco se vuelve a encender fuego en el interior del macho para preparar la aportación de barro en la fase final y se pasa a la construcción del verdadero molde o capa. Sobre la lisa se dan tres manos de barro mezclado con excremento de caballo para que el molde tenga la suficiente porosidad. Encima se le va colocando mas barro, esta vez como elemento de soporte reforzándolo con cáñamo y paja y estribándolo con alambres. Especial atención hay que dedicar a la parte baja del molde a la que se le coloca un aro de hierro para conseguir mayor resistencia y evitar que reviente el molde por tener que aguantar la presión metalostática del bronce cuando está aún en estado líquido, así como el efecto del choque en la caída del bronce en el momento del llenado. Esta zona baja del molde es también donde tienen su enclavamiento los ganchos o gatas que se utilizan para levantar el molde o capa.
La forma final del molde de la capa, la perfila la última terraja, la cual se hace girar como en las operaciones anteriores alrededor del eje de la campana. Este molde se apoya sobre la muela y se ajusta al perfil del diente y del encaje.
Antes de proceder a la fase siguiente, se hace una marca a la capa con relación al asiento de la misma, con el fin de que cuando tenga que montarse el molde sobre el macho, entren en la misma posición
En la próxima fase se desmonta la terraja y se alimenta el fuego por el interior del macho regulando la salida de la llama a través del agujero que queda después de terminar el molde o capa. Con esto conseguimos dos objetivos:
Primero, derretir la capa de cera y sebo que nos ha servido de modelo, y segundo, secar completamente el barro que forma parte del material del molde. Esta operación dura más de 10 horas. Se deja enfriar y se procede a desmontar el conjunto, levantando verticalmente la capa la que habremos embridado con ayuda de las gatas y unas sogas en posición de cinturón y tirantes. Una vez retirada la capa, se sitúa en el aire y se observa en el interior retocando del molde los defectos que hubiera.
La falsa campana se desaloja de su asiento sobre la superficie del macho, dando unos golpes con una piqueta y despegándolos en placas, procurando no perder de vista los que nos puedan servir de comprobación de espesores en el futuro montaje.
Una vez limpio, el macho se resana y se le da una última capa de ceniza que se seca con un soplete de butano. El macho hasta ahora estaba hueco, pues hacia la función de secador, en esta fase se llena el macho de arena apisonada y se coloca la horquilla que alojará el badajo.
Esta horquilla es un redondo en forma de "u", la cual queda enterrada en arena seca, y se cierra con tierra muy fina, dejando al descubierto las dos puntas que quedarán embutidas en el bronce.
Montaje del molde
Se empieza por preparar el suelo donde se asienta el conjunto, colocando el macho en una cama de tierra previamente pisada y nivelada. Se limpia muy bien la base donde están el diente y el encaje y se baja cuidadosamente la capa, atendiéndose a la posición prevista en la que interviene también la posición de la anilla del badajo.
Una vez cerrado el molde y habiendo comprobado espesores, valiéndose de los trozos de la falsa campana, se sella la junta con barro fino, y se apisona la tierra en capas alternativas. Al mismo tiempo y aprovechando el calor del horno, se ha confeccionado el molde de las asas, que se realiza tradicionalmente con un modelo de cera, o también como decíamos al principio, con un modelo de Porespan (poliestireno expandido). Este molde además de la figura de las asas lleva incorporado el embudo de colada y los dos respiros para el desalojo de los gases de colada. Colocado y secado este último elemento, se tapan con trapos los tres agujeros y se termina de enterrar hasta la totalidad el molde con arena apisonada, esta operación se realiza de una manera continuada, y en este caso costó más de 30 horas de trabajo ininterrumpido el cubrir el foso de colada.
Fusión
La fusión se realiza por medio de un horno que se construye a la boca del foso de colada donde están enterrados los moldes de las campanas.
En este caso se construye un horno capaz de fundir cuatro toneladas de bronce de campanas. El horno es de los llamados de reverbero y consta de un hogar, una bóveda que cubre el lecho de fusión y una chimenea con regulación de tiro. El foso del cenicero hace también las veces de tobera para quemar la leña de la parrilla situada en la parte de arriba, este foso tiene una profundidad de 1,10 m y sube en forma de rampa, en un ángulo aproximado de 30° hasta el nivel próximo a la altura de la solera. Las parrillas del cenicero suelen ser de fundición gris.
Tiene especial importancia la preparación de la solera, pues para llegar a fundir las cuatro toneladas de bronce a base de leña necesitaremos más de 20 horas, lo cual implica que el efecto del calor afecte ampliamente a la instalación. Es conveniente que todo el horno esté asentado sobre un foso de casi un metro de profundidad en el que previamente hayamos eliminado la tierra original, y rellenemos con tierra arenisca bien apisonada, dejando para el final una capa de unos 40 centímetros, que rellenaremos de arena de moldeo preparada a base de arena de sílice con un 10% de arcilla fina, más un 4% de bentonita sódica, un 2% de carbón de hulla molido, y todo ello con un contenido en agua de un 4-5%. Todo esto bien apisonado y alisado servirá de piso para asentar el horno.
El perfil de lo que va a ser el horno se replantea enterrando ladrillos refractarios hasta la mitad, sobre esta base se levantarán las paredes de ladrillo del horno. A la solera se le da forma para que recoja el bronce fundido, la cual limita a su largo con un resalte en la zona de la parrilla llamado altillo, que en este caso tiene 20 cm de altura, y rematando en la parte opuesta al largo de la solera con el escalón adyacente a la plataforma de salida a la chimenea.
Este horno construido en Nájera (Rioja), tiene las siguientes medidas, 4,6 metros de largo, 1,4 metros de anchura en la zona de la parrilla y una altura de 1,5 m también en esta zona. Visto en planta el horno tiene forma de pera, y la misma impresión da cuando se ve en alzado pues parece la figura de media pera o medio huevo cortado por su eje longitudinal. Las dimensiones se van estrechado a medida que se acercan a la chimenea. La chimenea está formada por la superposición de dos tubos cuadrados, con una altura total de 4,5 m. El cuadrado de la base tiene 0,7 m de lado, y termina con un cuadrado de 0,5 m de lado. La bóveda del horno se inclina en dirección hacia la chimenea, obligando así que las llamas del hogar entren en contacto con el bronce. La puerta de alimentación de la leña está situada encima del hogar y es de hierro, con un asa para moverla en la operación de carga.
Todo el horno es construido en ladrillo refractario ligado con barro y paja, y enlucido tanto interior como exteriormente con el mismo barro. En el lateral que da al foso de colada tenemos dos agujeros, la piquera y la mirilla.
El primero suele ser de material refractario fabricado con la forma interior en agujero cónico, con la base más grande hacia dentro. Este ladrillo se le tapa con un tapón cerámico y se coloca todo ello al ras de la solera. Encima queda el agujero de la mirilla que suele ser del material de la obra, que sirve para observar el proceso de fusión del bronce y también se utiliza para remover el material y comprobar la temperatura del caldo. En la parte opuesta se sitúa la puerta de carga por donde se van echando los trozos de material que forman parte de la carga del horno.
Cuando el horno está terminado se va secando lentamente para eliminar la humedad del material, y después se aumenta el régimen de temperatura para cocer el barro de la obra. En este periodo y en las primeras horas, puede fundir el primer trozo de bronce, que haya en la solera. El material a fundir tiene la composición del Bronce Campana (80% de cobre y 20% de estaño). La carga está compuesta mayormente por chatarra de campanas viejas, complementando el total con material virgen, se calcula un 10% de mermas. El material se adiciona poco a poco por la puerta de carga.
La colada
Mientras está en marcha el proceso de fusión, se va preparando el diseño de los canales de colada que conducirán el caldo que salga de la piquera a los embudos de colada de las diferentes campanas. Estos canales se fabrican en su base con la tierra que hemos preparado para la solera y son canalizados lateralmente con ladrillos formando una ramificación principal y las respectivas entradas a las campanas. Los embudos de colada están cerrados con las puntas carbonizadas de las estacas de madera que se manejarán regulando el caudal de colada de las campanas, y haciendo de separador de escorias en su momento.
Antes de pinchar el horno, se procura limpiar el caldo de escoria a través de la puerta de carga limpiando también las cenizas de los canales de colada que han sido previamente calentados con leña. Esta operación se realiza cuidadosamente con pinceles de espátula. Cuando todo está a punto y los operarios tienen controladas las estacas en sus respectivos moldes, el Maestro hornero destapa la piquera por medio de un golpe con una estaca de madera de forma apropiada, para desplazar el tapón que cierra el agujero cónico por efecto de la presión interior del caldo.
El tapón queda flotando sobre el caldo y sale un chorro de bronce fundido que de alguna manera es dominado su caudal por la pericia del fundidor en el manejo de la estaca de picar. En cuestión de segundos y cuando se observa que los canales están lo suficiente llenos para poder alimentar a los moldes, y se comprueba que la escoria flota sobre el bronce, se da la voz de ir destapando las campanas, dando prioridad a las más alejadas de la piquera.
Esta operación de colada múltiple necesita de mucha experiencia, vigilando mucho el control del flujo de los canales, porque es fundamental que en la colada de las campanas no haya la más ligera interrupción del flujo de colada, pues ello daría lugar a un posible atrape de escorias lo que produciría poros o inclusiones. Ni que decir tiene que esta operación es la más delicada de todo el proceso, pues puede echar abajo toda la obra realizada hasta ahora. De todas maneras el fundidor no está conforme con su trabajo hasta que no desmoldea la pieza.
José Luis CABRELLES MARTÍNEZ
Ingeniero Técnico en Química Industrial
(Publicado en "Campaners" - 3 - València 1990)